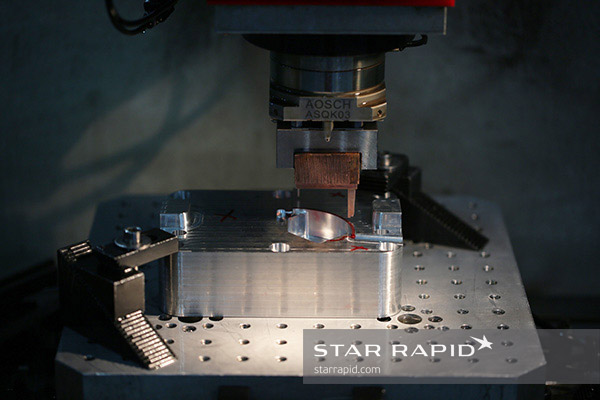
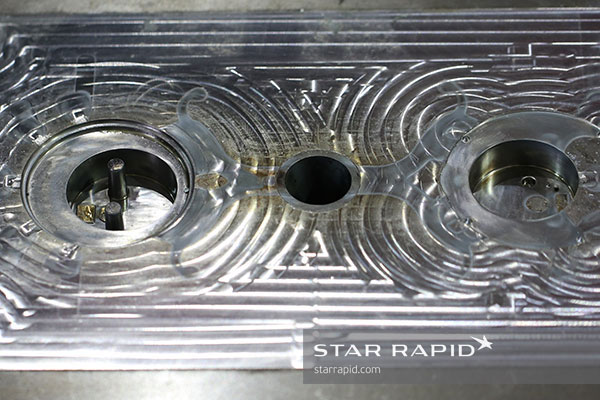
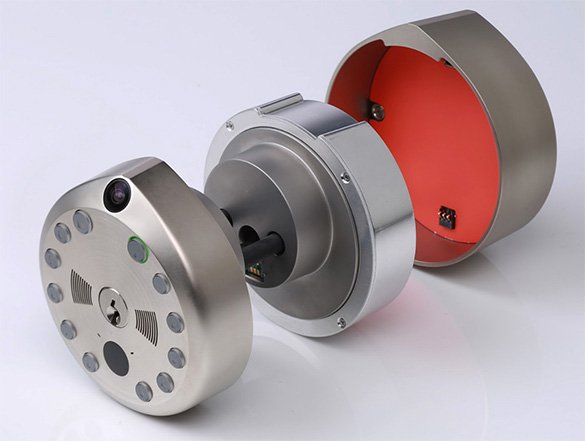
实现伟大的结果需要在第一次切割之前就了解所有的细节。为此,我们进行了可制造性设计 (DFM) 分析,检验设计是否针对制造进行了优化,并涵盖了所有潜在问题区域。作为 DFM 分析的一部分,我们的工程师查看了 Gate Lab 为八个独立组件提供的 2D 和 3D CAD 文件。
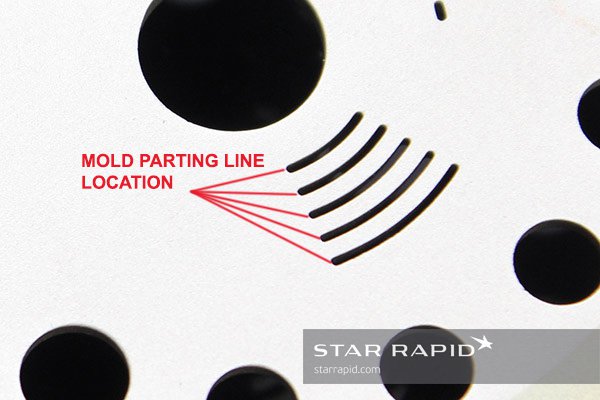
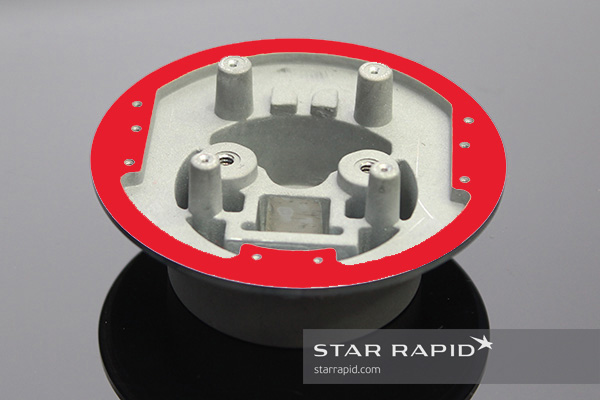
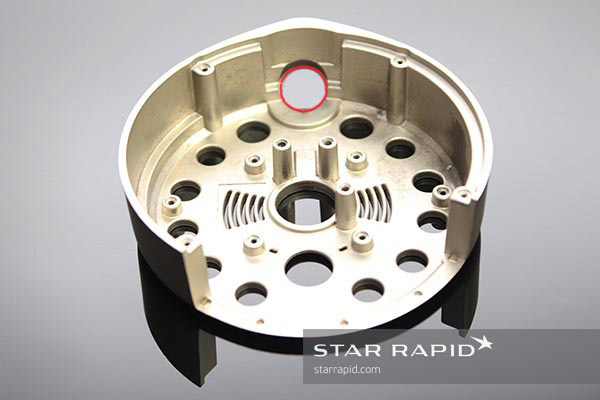
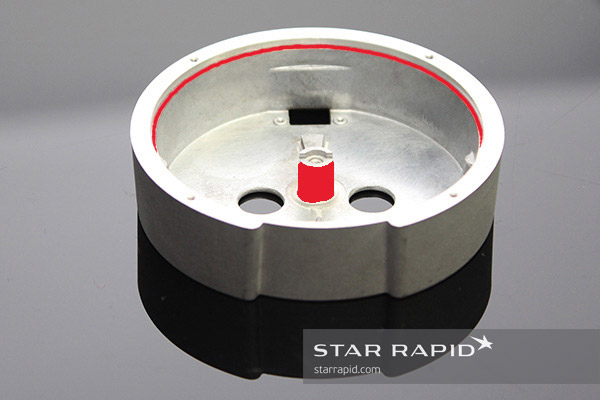
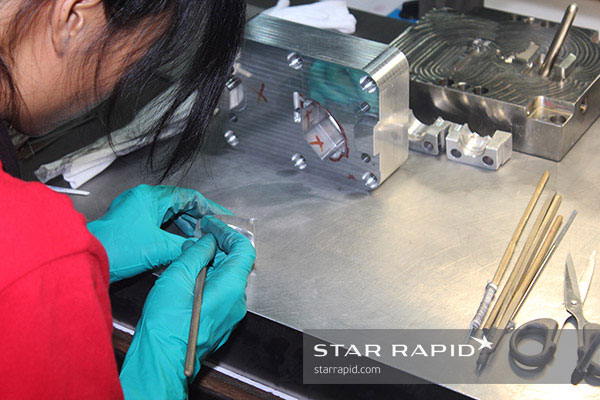
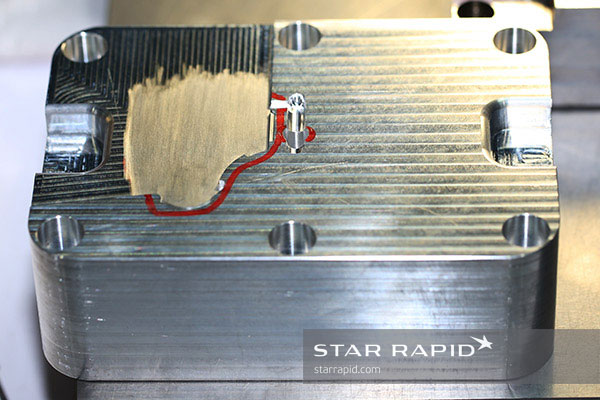
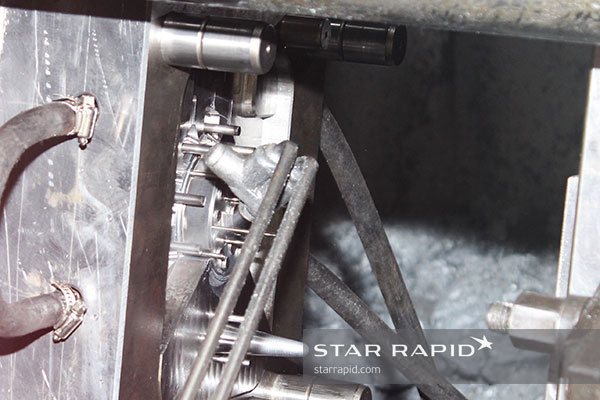
对于某些区域,我们建议更改设计或更换材料。对于其他区域,我们需要向客户确认任何可能影响成品的工艺参数,如浇口痕迹的位置和注塑成型模具的分模线。我们发现,花在详细、彻底的设计研究上的时间将在以后的制造过程中节省更多的时间和金钱。通过 DFM 分析,我们提出了以下反馈意见并与客户进行了讨论: