* 严格执行ISO27001 文件信息安全保护* 能够处理高强度复杂结构件* 产品加工尺寸:45mm – 1270mm
文件接收格式:接受以下文件格式: stl, stp, igs, zip, step, iges, rar, sldprt, pdf, docx, xlsx, jpg, jpeg, png, txt, pptx, 最大可容纳文件大小为: 80 MB.
Nedap畜牧管理公司是全球农用自动化设备行业中的佼佼者,致力于为农业从业者提供更加人性化的农业生产用具。
Nedap畜牧管理公司找到世达,请我们帮忙为他们的畜牧产品装置开发一件产品。这需要为这件原型模型需要开发一个结构负责的单腔模具,产品注塑车来后会和其他大型配件组装到一起去。
下文将介绍双方的紧密合作,世达将Nedap的CAD设计转化为注塑模具,进而转化为超出Nedap预期的成品。在本案例研究中,您会看到许多面向制造的设计技巧,我们认为这些技对创新产品如何更快推出市场极具参考意义。
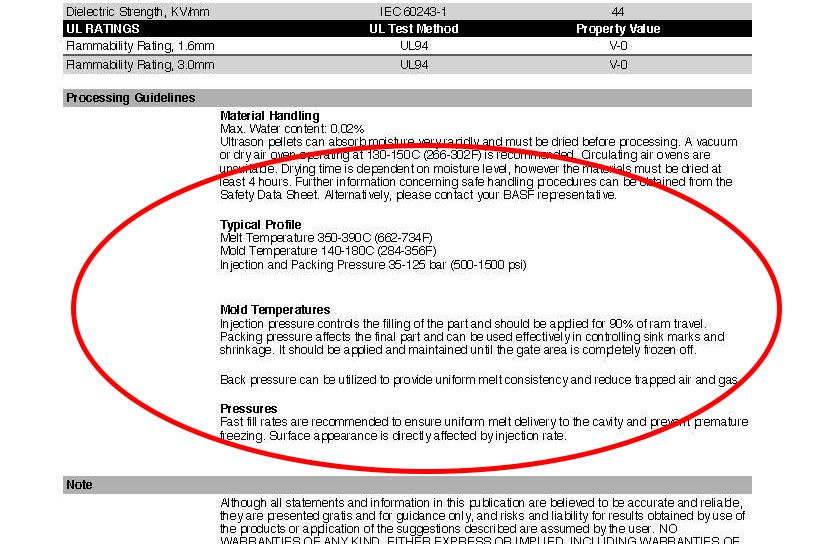
第一步是审核原材料。客户指定了Ultrason P 3010,这是一种抗开裂的透明树脂,能够承受蒸汽灭菌。因此,这种材料有可能适用于阀门、管道配件或厨房用具。
每种树脂都有独特的机械和化学特性,这些特性决定了烘干、熔融、注射和封装的最佳方式。提前了解你所选用的塑料意图,我们的工程师就能设计工艺参数,针对必要的拔模角度做规划。
我们在可制造性设计中识别出了CAD模型内可能导致成型缺陷的区域,这也是我们要解决的首要问题。我们通过这种细致程度的分析,有效地让客户有机会对发现其产品设计上被忽略掉的问题,从而微调改进产品。
我们与客户合作时,了解到产品的关键公差或其他不能修改的尺寸,然后在这些约束范围内开展工作。稍后会制作一份报告给客户,把客户反馈显著标注。
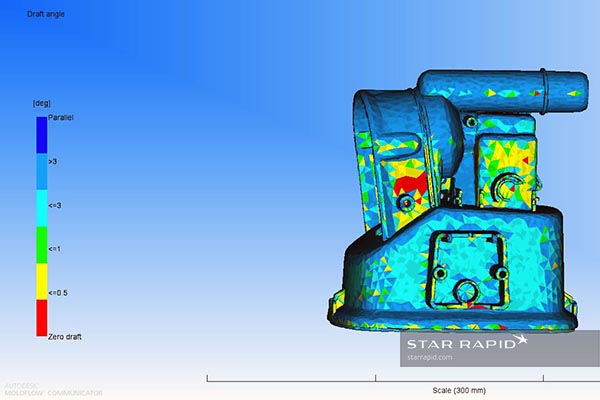
拔模角度在模具壁与相邻产品特征之间产生了必要的间隙。拔模越大越容易脱模,但拔模是有限制的,所以需要与客户商榷。
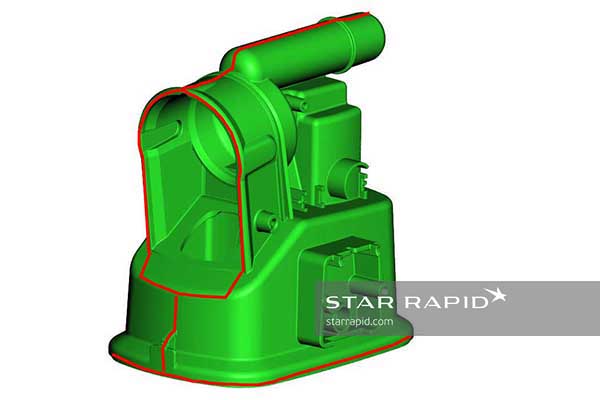
我们使用先进的Moldflow软件来分析CAD文件并找出可能存在的问题。在本案例中,用红色和黄色标识的区域几乎没有或根本没有拔模角度。制造这些产品特征的唯一方法是设计单独的镶件,这些镶件从各个面上垂直撤出。蓝色标识的其他区域则有足够的拔模,产品可以在拉模线或模具打开的方向上脱模。
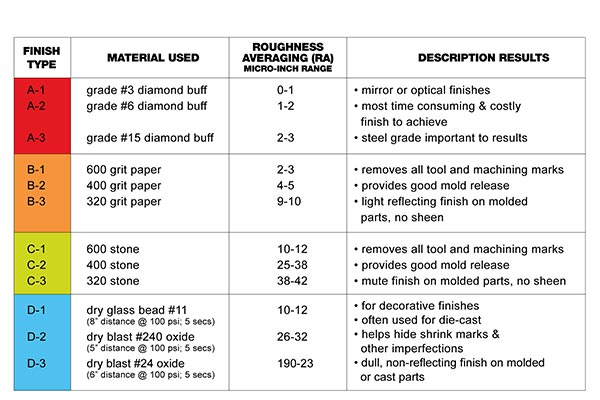
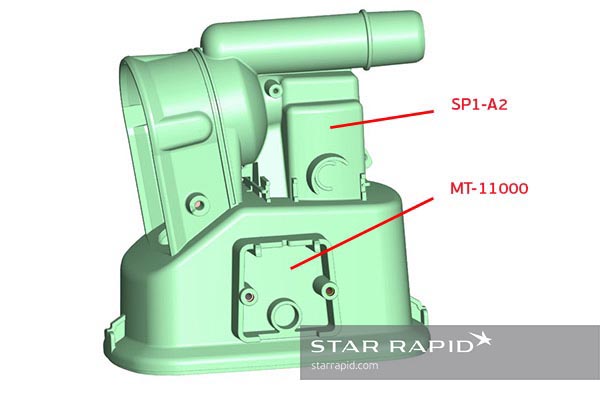
表面效果首先应用到塑料注塑成型模具的壁上,而后转移到产品上。制作效果的方式有很多种,包括切削、研磨、EDM、化学蚀刻、砂磨和抛光。客户指定了两种效果,编号表示为SPI-A2和MT-11000。
SPI是工业标准的参考基准。在这个体系中,表面纹理根据其平坦度和使用各种磨料抛光的程度进行分类。A2代表光亮、光滑的表面。为了在塑胶产品上达到这种效果,通过一开始的数控加工到后来逐渐精细的砂磨和抛光,模具型腔得到了不断的改良。
MT-11000是Mold-Tech纹理标准下的一种型号。Mold-Tech是一种专有的光蚀刻工艺,它通过化学处理在模具上打造纹理和图案。在本案例中,这一区域的图案不是很明显,但达到了柔和亚光的薄纱效果。这个位置非常适合盖生产日期的戳。
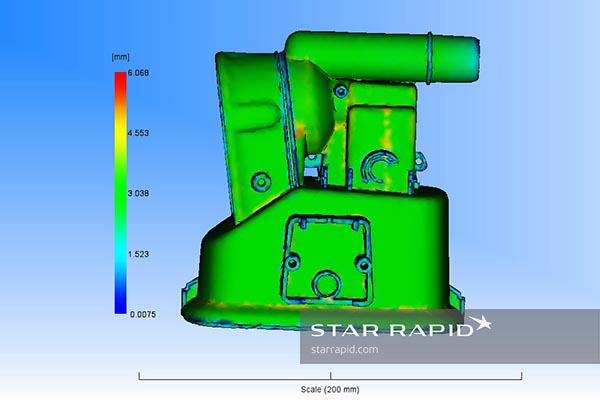
在塑料注塑成型中,一定要关注壁厚及其相关特征的设计应用。因为熔融树脂将热量分布在整个成型产品中,但是热量分布不均匀的区域会以不同的速度冷却。这是缩水痕和其他潜在缺陷产生的主要成因之一。
为了找准潜在缩水痕的位置,我们使用Moldflow进行了壁厚分析。它计算出了由于质量分布不均而最有可能产生缩水的区域。图中黄色标记的区域表示可能出现缩水痕的位置,因为产品内部在此处有一个额外的结构,增加了重量。在本案例中,缩水痕是无法避免的,除非进行重大重新设计,因此客户选择接受结果。
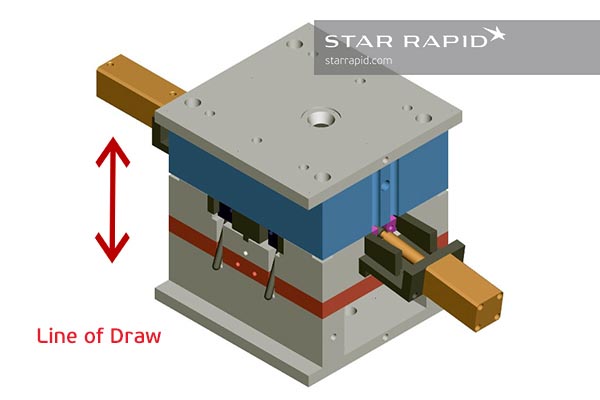
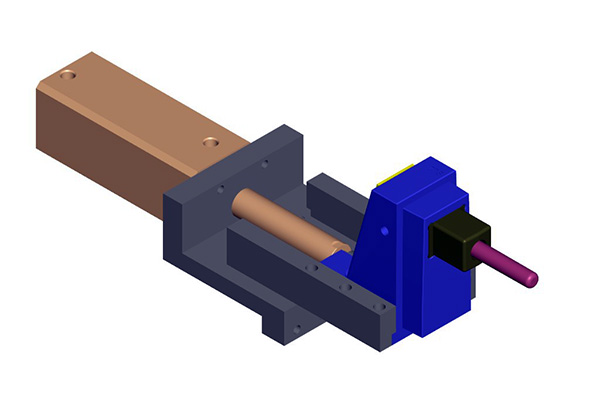
脱模线是模具的两半打开和关闭的方向。它定义了零件如何被取出,同时也显示了成品上留下的分模线痕迹的位置。
模具开合的方向不仅会影响分模线,还会影响其他零件和特征的位置和方向,比如滑块和镶块、顶针和冷却液管线。
注塑这种形状复杂的产品,分模线无法统一在一个平面上,而是由台阶、角和曲线组成,与多个不同特征的轮廓相一致。我们在这些面相遇的位置设计了关闭角。这些角确保模具闭合无干涉,有助于延长工具寿命。
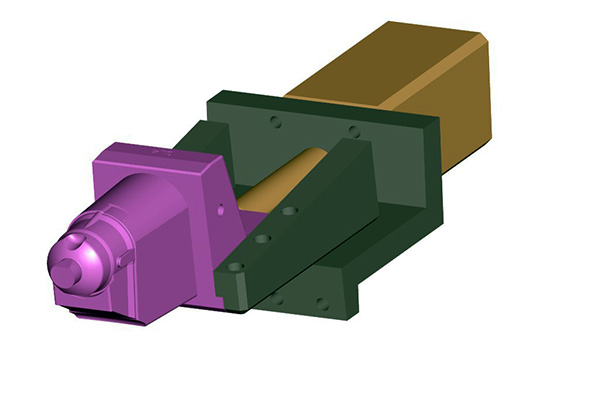
我们优化了3D CAD设计之后,便着手准备模具制模所需的所有特征件。
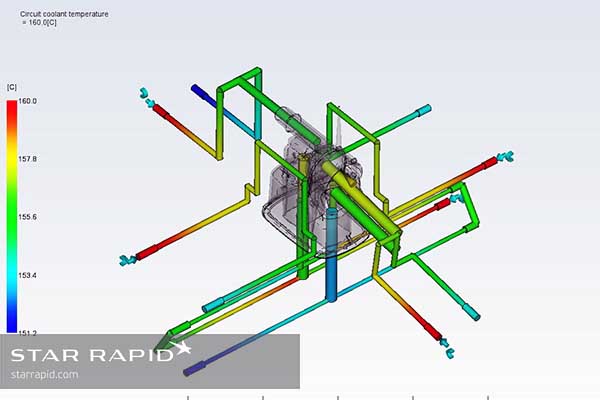
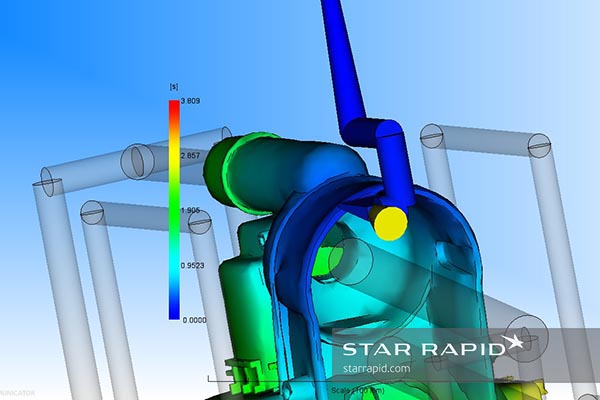
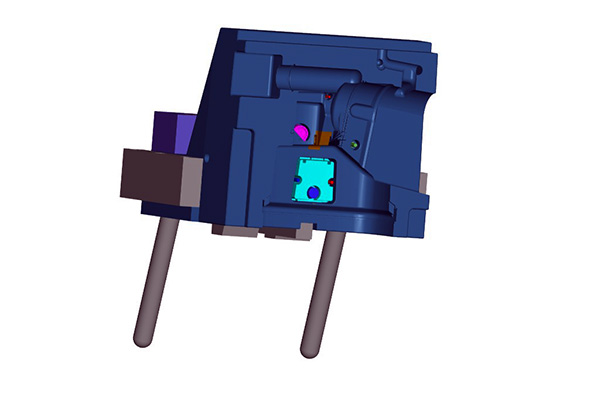
第一步是铺设冷却流道的回路。值得注意的是,冷却剂不仅用于固化熔融树脂,还用于将热量均匀分布到整个产品。我们设计了一个平衡电路来控制翘曲,同时适应这种轮廓的外形。在这个阶段,Moldflow和其他分析程序发挥了很大的作用。
冷却回路内置在模具的型芯和型腔中,然后连接到塑料注塑成型机上用来控制流速和温度的泵和储液器。
请注意,这些通道必须垂直于模具的拉模线,与顶针系统形成直角。
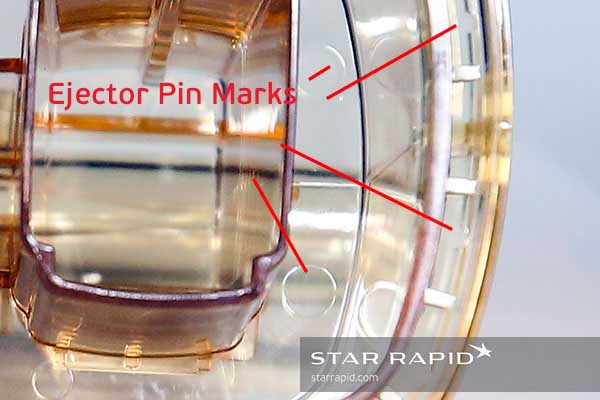
顶针在成型后将产品推出型芯,但它们会在产品表面留下相应的痕迹。顶针必须小心地平衡放置,以确保力的均匀分布,避免损坏产品或顶针本身。我们还需要在浇口周围巧妙设计顶针位,在注塑不足或“欠注”的情况下,需要足够的顶出压力来清理浇口。
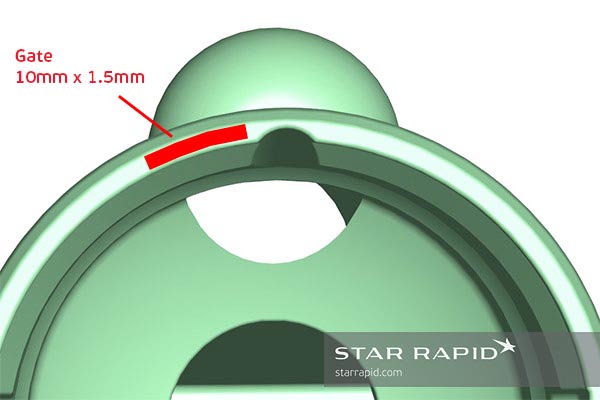
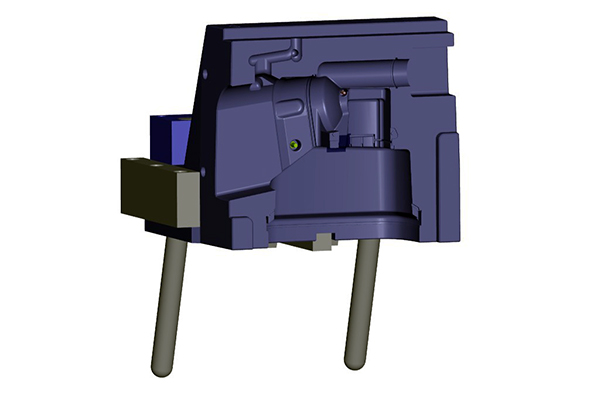
一个成功的注射成型模具设计而言,需要谨慎考虑使用什么类型的浇口,以及设计浇口的位置。通常浇口尽可能靠近产品最厚处,以确保完全填满。而在某些特定情况下,需要布置浇口位置,以便在有限的周期内均匀快速地填满所有特征。
滑块用于形成一些不能在拉模线中制作的特征。我们必须对系统进行设计,让系统不会干扰顶针、冷却回路或模具开口。
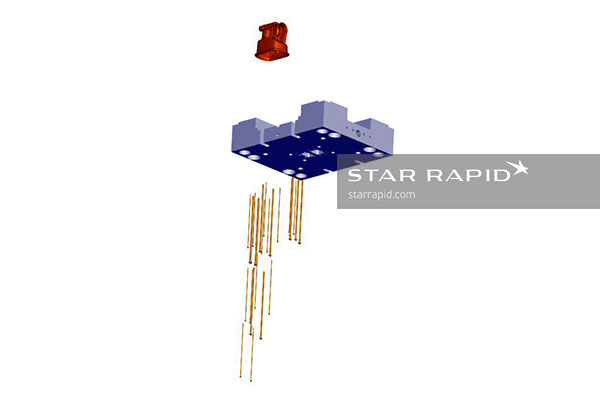
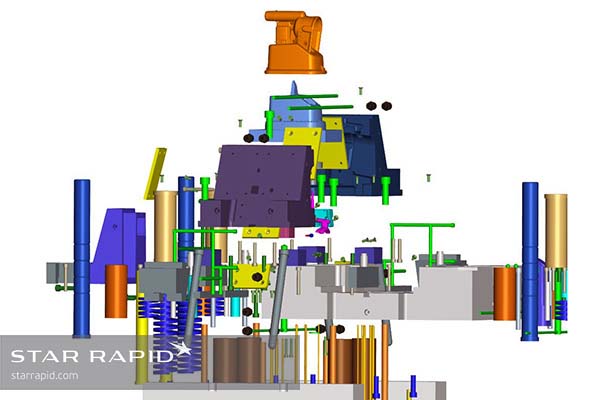
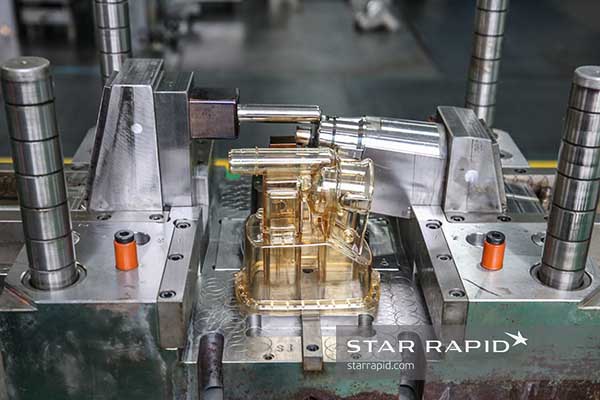
最终模具组件代表了数百个单独零件的精心排布,所有零件都与冷却剂回路以及熔融塑胶的浇口和流道相交。
我们希望在这个案例研究中,您能够获得实用的信息,帮助您为下一个快速成型或批量生产订单的产品设计做好精心准备。我们帮助您实现产品创意时,也会同样严谨地执行提供给您的可制造性设计,欢迎与我们开展合作!